Выберите угол рабочей фаски резца:
15°
20°
25°
30°
35°
40°
45°
50°
60°
90° (прямые резцы для вырезания седел)
Выберите угол рабочей фаски резца:
На складе ООО «Мотор Техника» в наличии большой ассортимент резцов.
15°
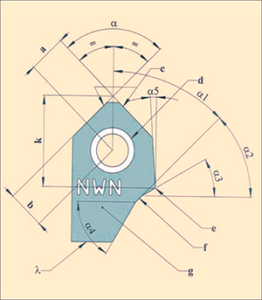
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 15 | A1 | 8,5 | 15 | 0 | 0 | 0 | 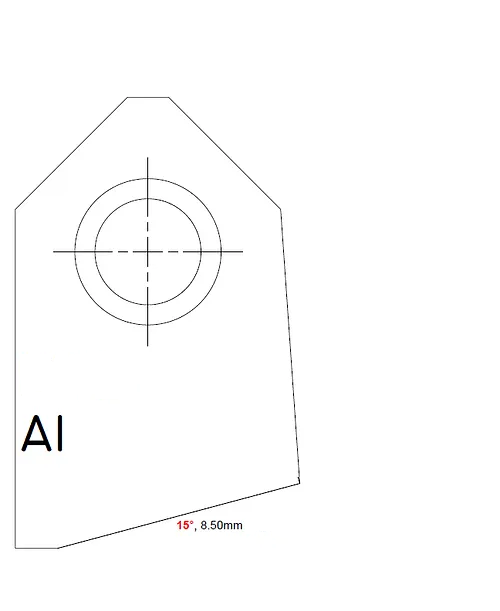 |
20°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 2327 | A1 | 2,0 | 20 | 2,0 | 5 | 45 | 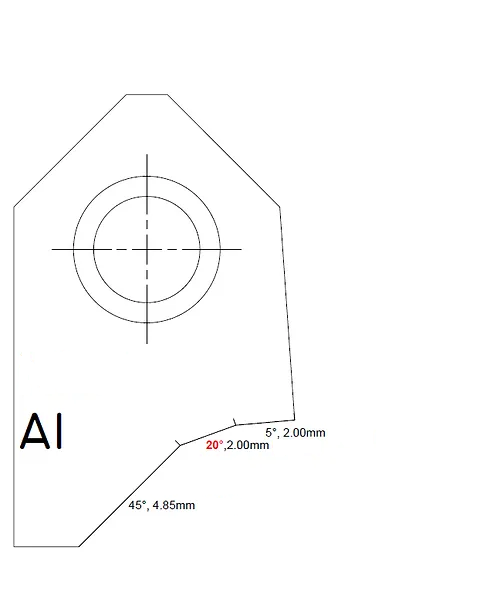 |
| 2266 | A1 | 2,3 | 20 | 2,0 | 10 | 75 | 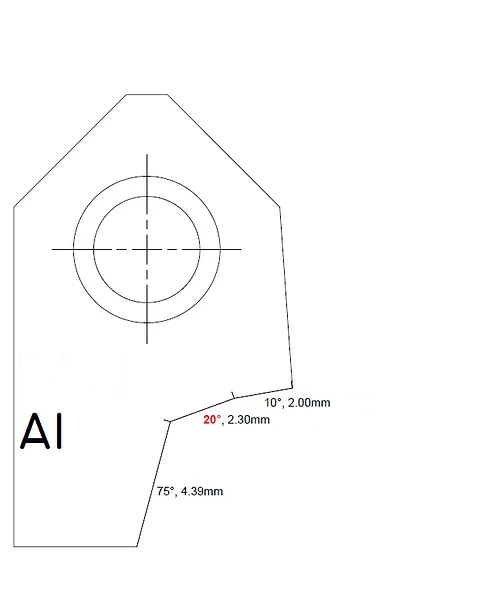 |
| 20 | A1 | 8,2 | 20 | 0 | 0 | 0 | 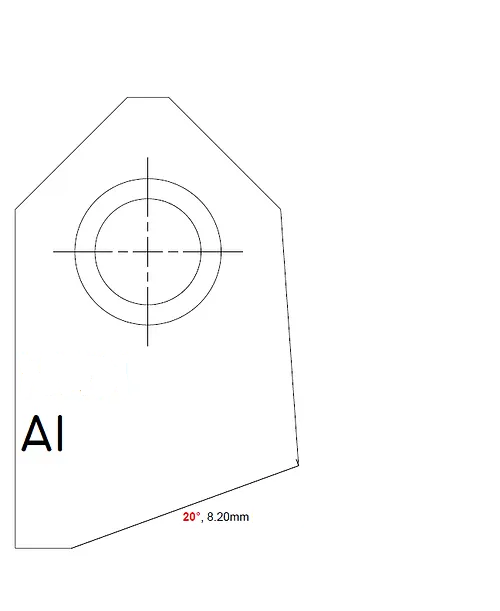 |
25°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| RHA-473 | А1 | 1,8 | 25 | 1,2 | 15 | 45 | 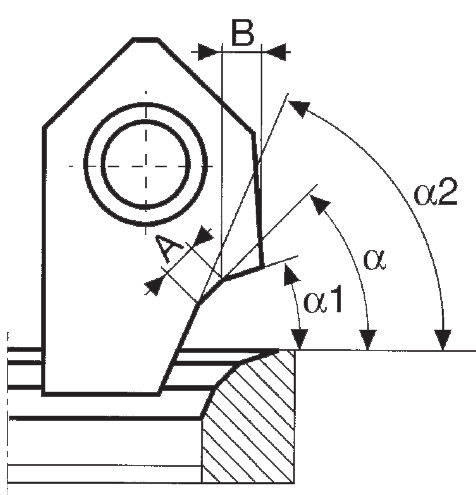 |
| 6157 | А1 | 2,0 | 25 | 2,0 | 15 | 45 | 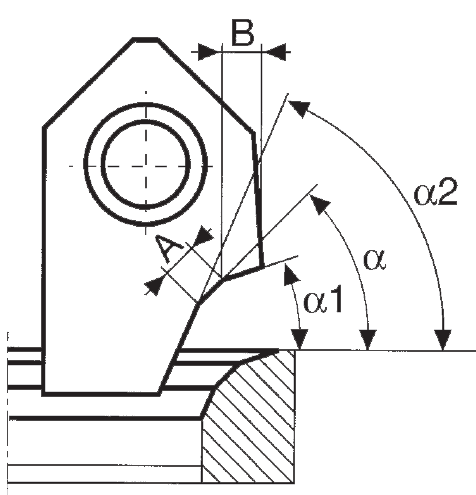 |
| 25 | А1 | 10,43 | 25 | 0 | 0 | 0 | 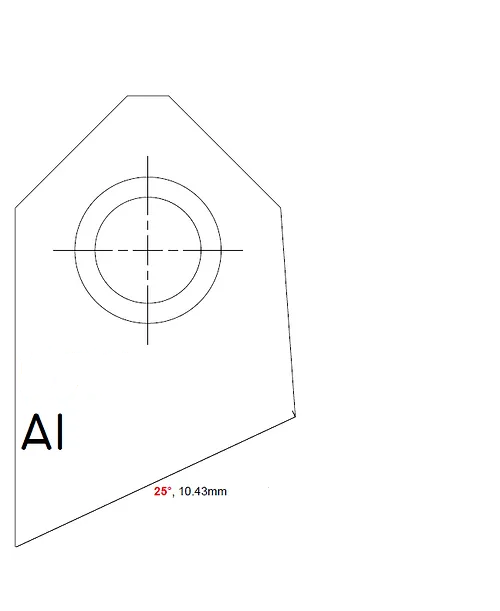 |
30°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 2102 | A1 | 1,0 | 30 | 1,4 | 15 | 60 | 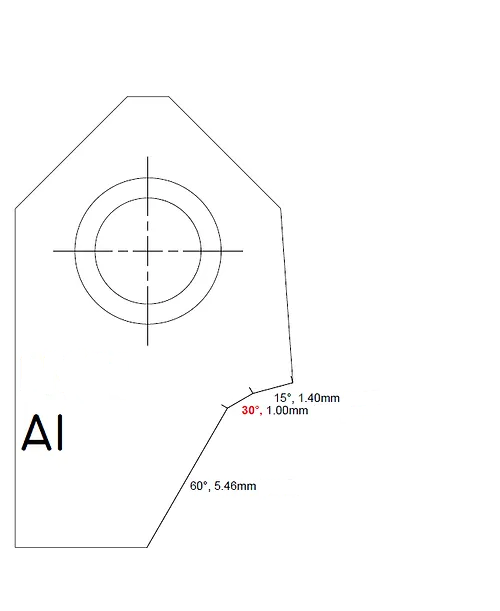 |
| 3245 | А1 | 1,2 | 30 | 1,0 | 15 | 60 | 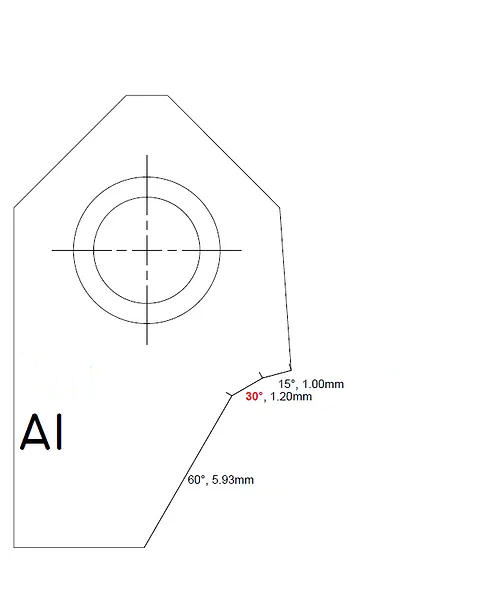 |
| 3023 | А1 | 1,3 | 30 | 1,0 | 15 | 45 | 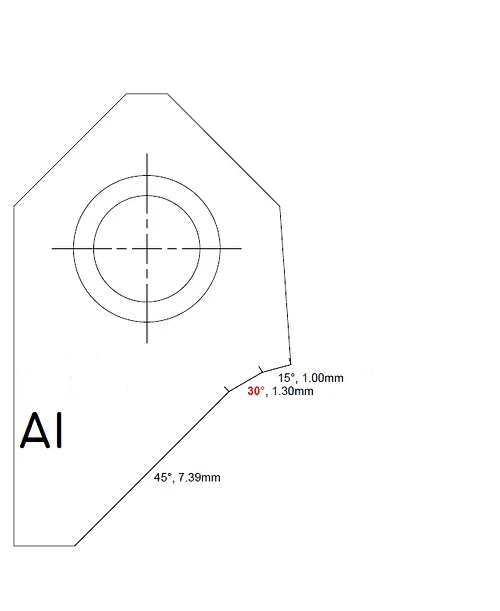 |
| 2152 | А1 | 1,5 | 30 | 1,4 | 15 | 60 | 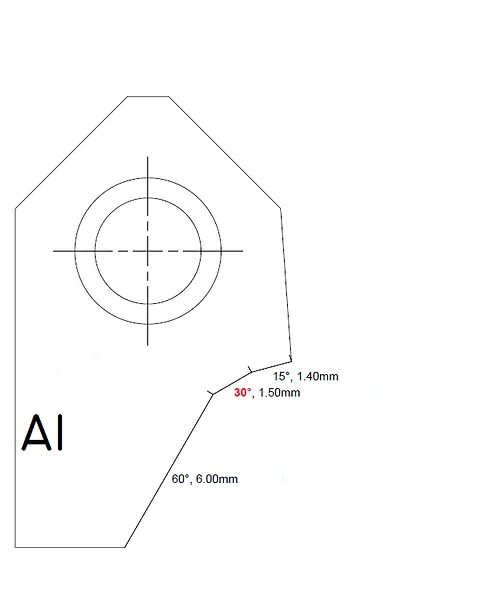 |
| 3200 | А1 | 1,5 | 30 | 2,0 | 15 | 60 | 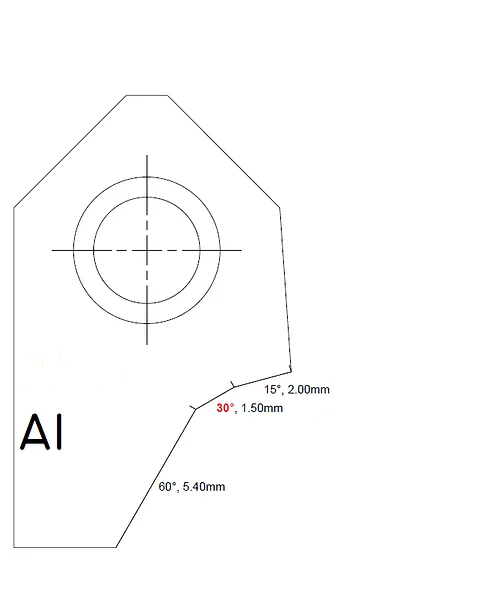 |
| 3078 | А1 | 1,6 | 30 | 1,2 | 15 | 60 | 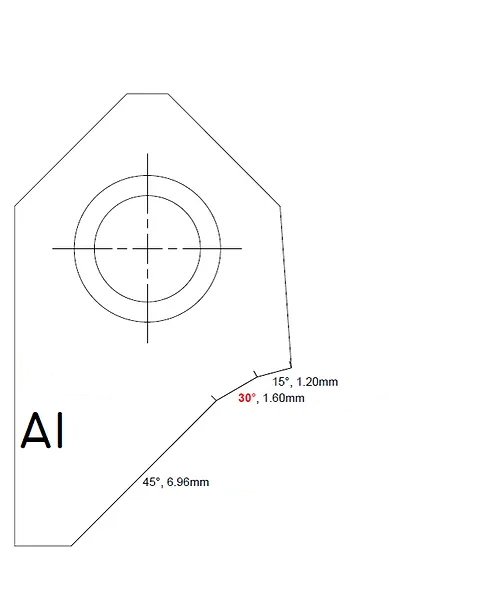 |
| 3027 | А1 | 1,8 | 30 | 1,4 | 15 | 60 | 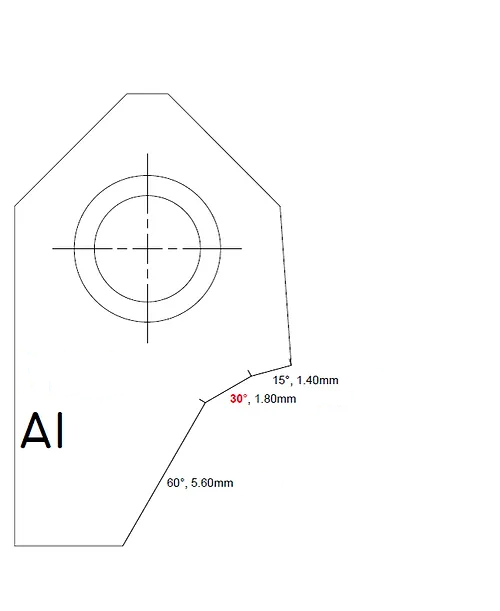 |
| 2202 | А1 | 2,0 | 30 | 1,4 | 15 | 60 | 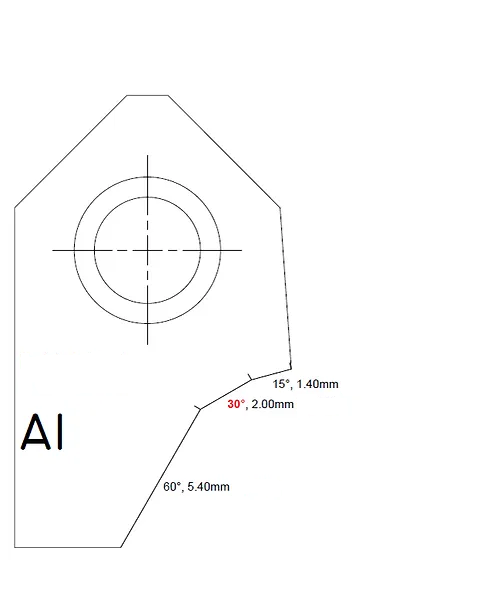 |
| 2203 | А1 | 2,0 | 30 | 1,8 | 15 | 60 | 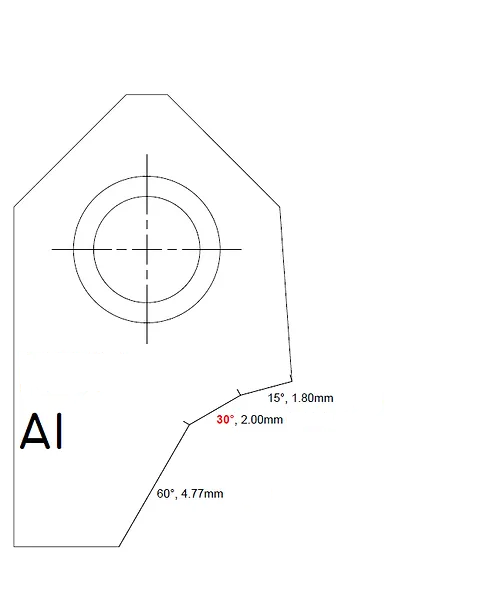 |
| 2253 | А1 | 2,5 | 30 | 1,8 | 15 | 60 | 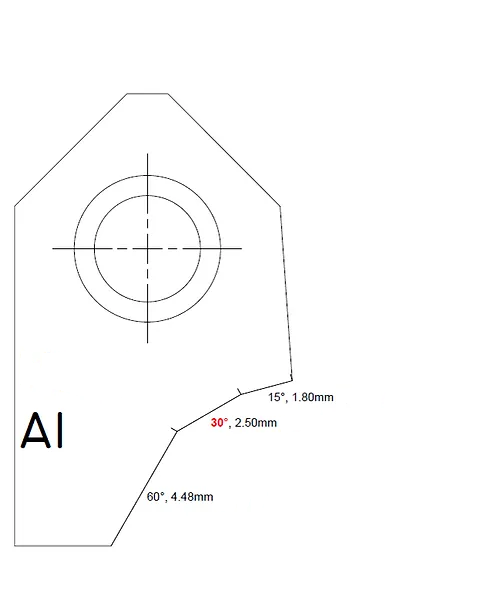 |
| 2302 | А1 | 3,0 | 30 | 1,4 | 15 | 60 | 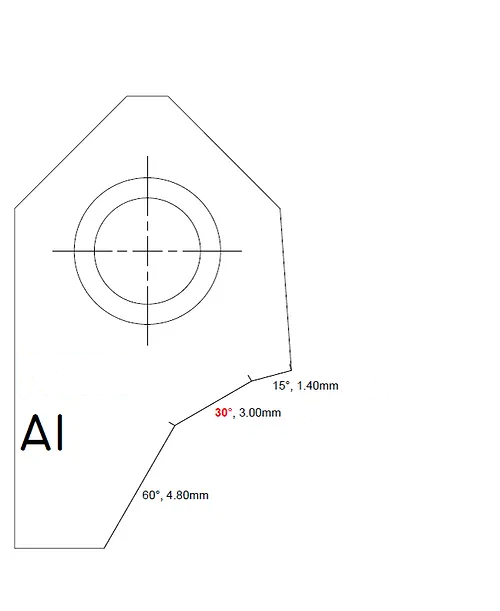 |
| 30 | А1 | 8,0 | 30 | 0 | 0 | 0 | 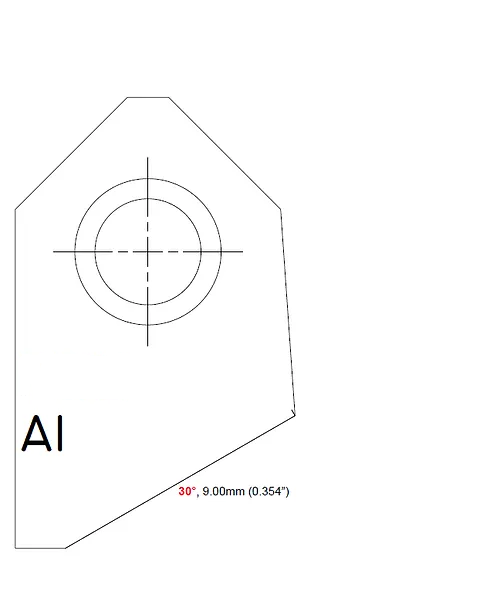 |
35°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| RHA-474 | A1 | 2,0 | 35 | 1,6 | 15 | 60 | |
| 35 | A1 | 9,5 | 35 | 0 | 0 | 0 | 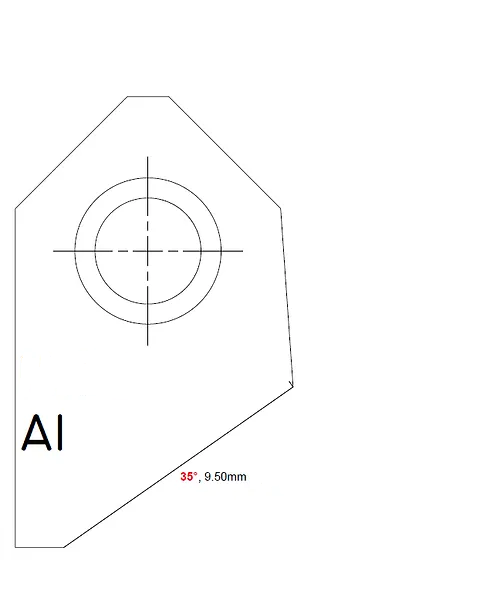 |
40°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 6158 | A1 | 2,0 | 40 | 2,0 | 15 | 60 | |
| 40 | A1 | 10,0 | 40 | 0 | 0 | 0 | 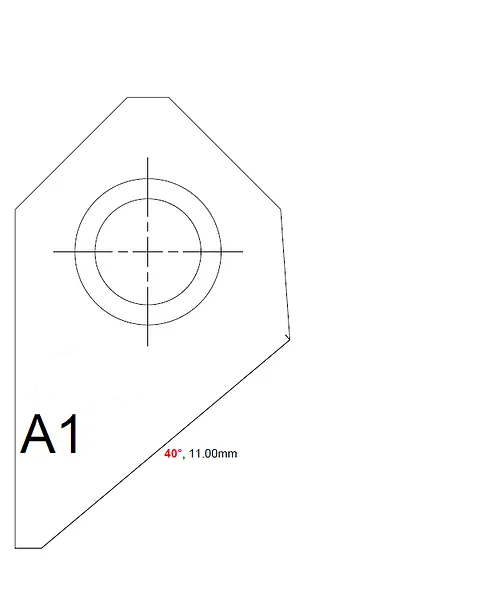 |
45°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 268 | B4 | 0,77 | 45 | 0,77 | 30 | 60 | 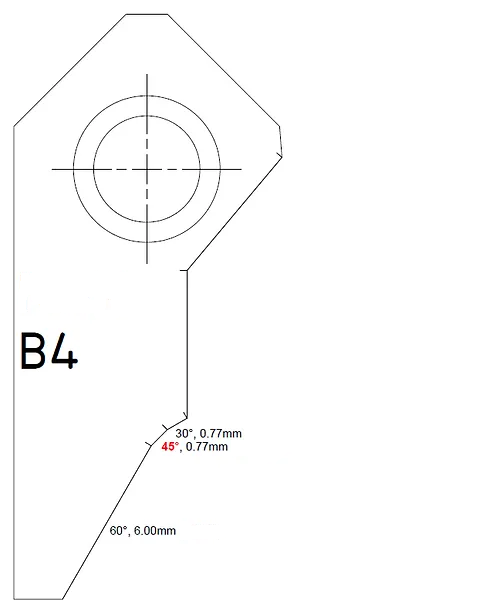 |
| 4183 | A1 | 0,8 | 45 | 1,0 | 32 | 60 | 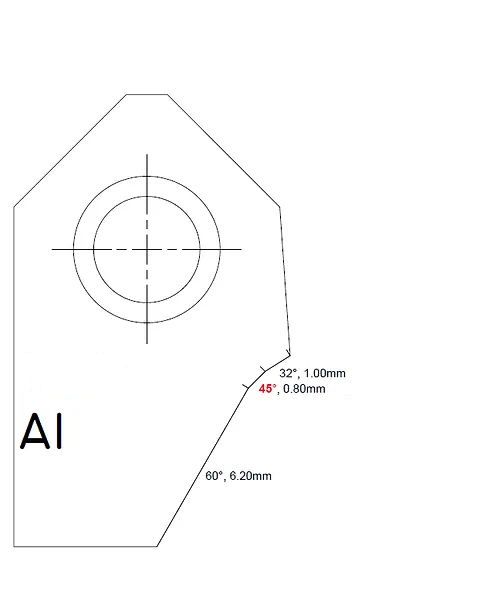 |
| 215 | В4 | 0,8 | 45 | 1,0 | 32 | 60 | 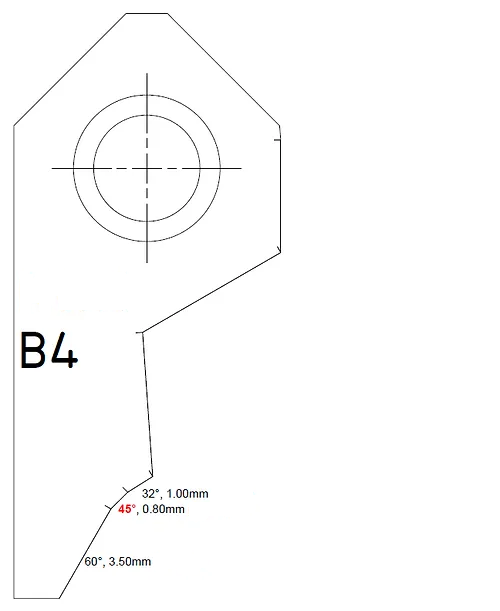 |
| 1101 | А1 | 1,0 | 45 | 1,0 | 25 | 60 | 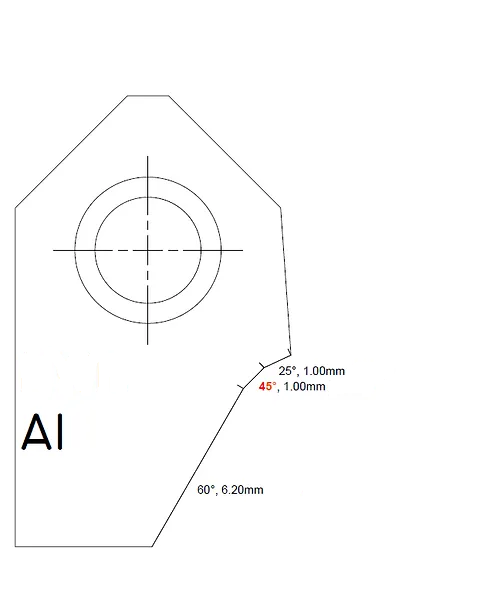 |
| 4445 | А1 | 1,0 | 45 | 1,0 | 15 | 60 | 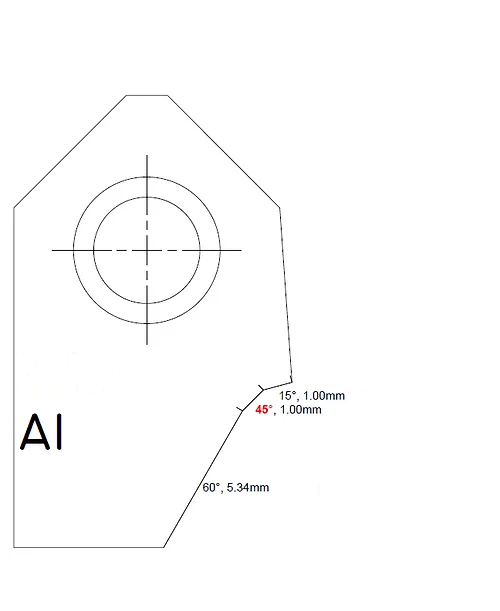 |
| 4028 | А1 | 1,0 | 45 | 1,2 | 30 | 60 | 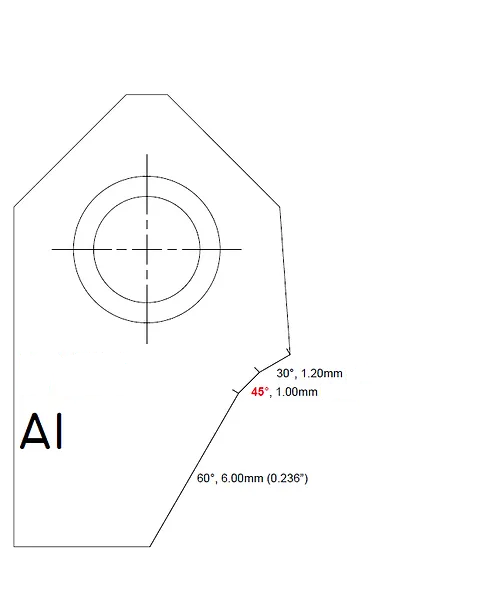 |
| 4029 | А1 | 1,0 | 45 | 1,6 | 35 | 52 | 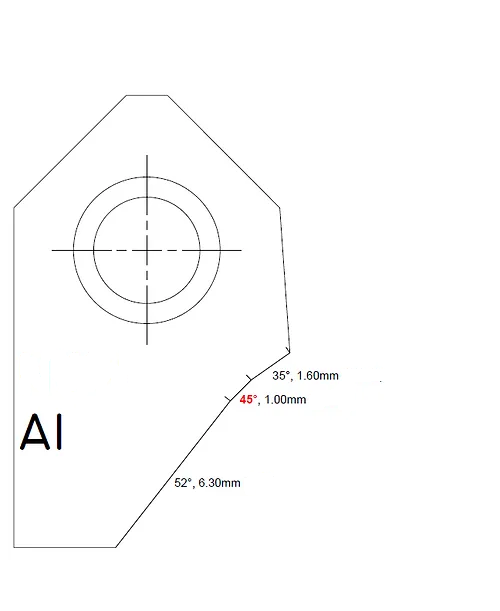 |
| 078 | B1 | 1,2R | 45 | 1,2 | 30 | 75R | 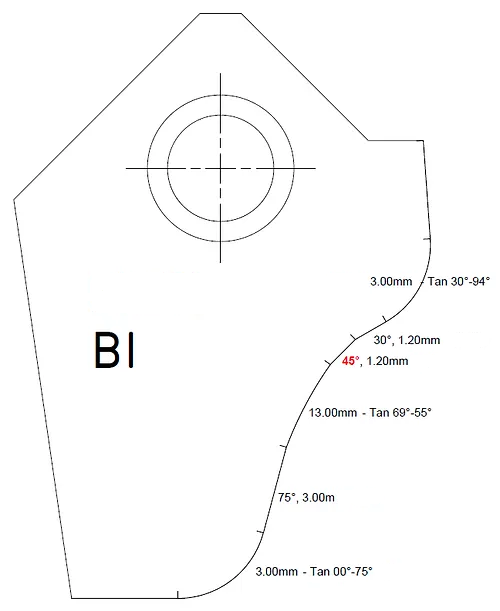 |
| 4032 | A1 | 1,3 | 45 | 1,0 | 30 | 60 | 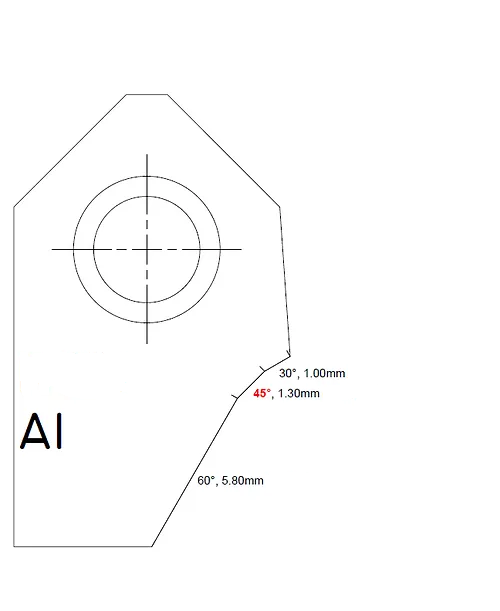 |
| 4221 | А1 | 1,3 | 45 | 1,2 | 30 | 60 | 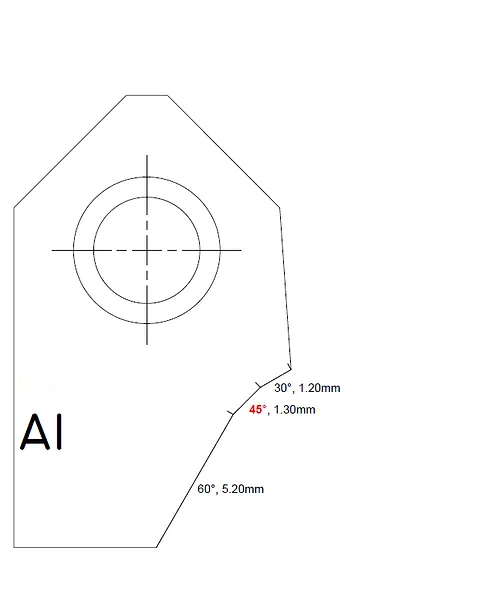 |
| 4091 | А1 | 1,3 | 45 | 1,8 | 30 | 60 | 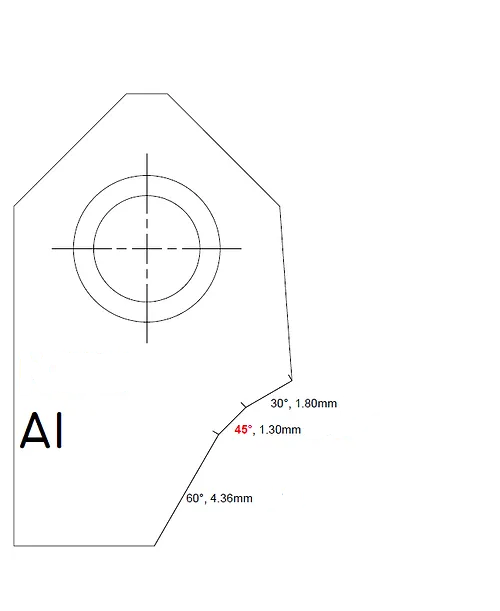 |
| 4993 | А1 | 1,5 | 45 | 1,4 | 20 | 75 | 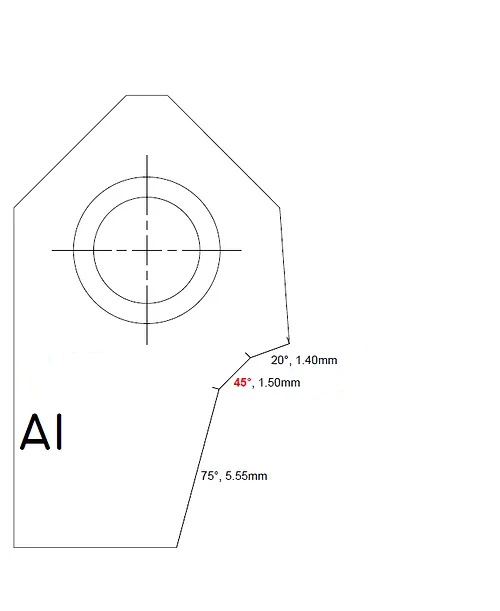 |
| 4003 | А1 | 1,5 | 45 | 1,4 | 25 | 60 | 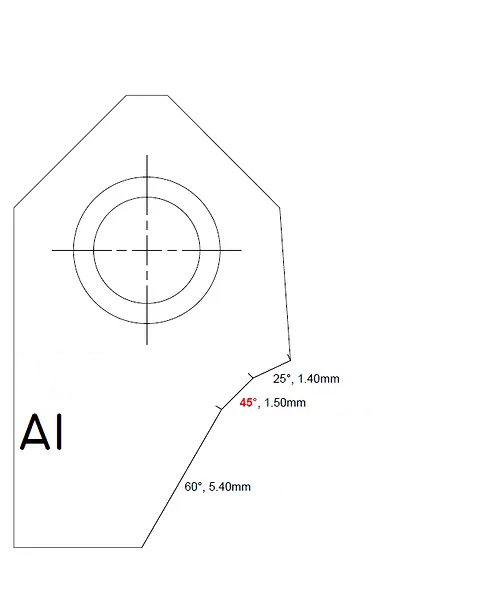 |
| 4094 | А1 | 1,5 | 45 | 1,0 | 30 | 60 | 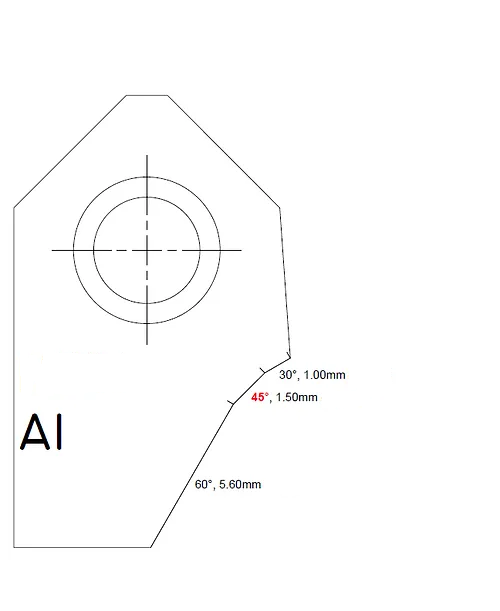 |
| 4039 | А1 | 1,6 | 45 | 1,0 | 30 | 60 | 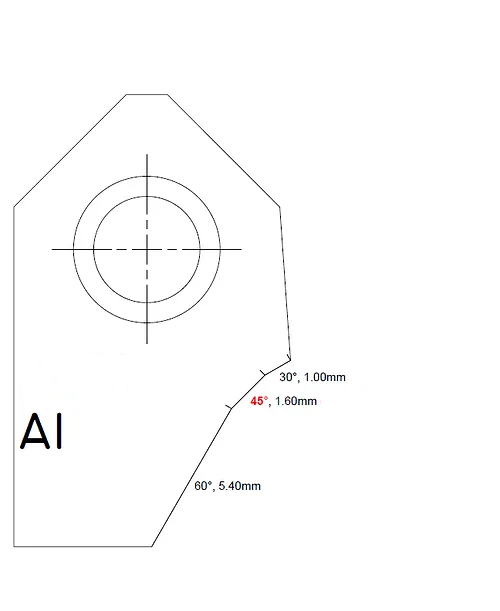 |
| 4135 | А1 | 1,6 | 45 | 1,2 | 30 | 52 | 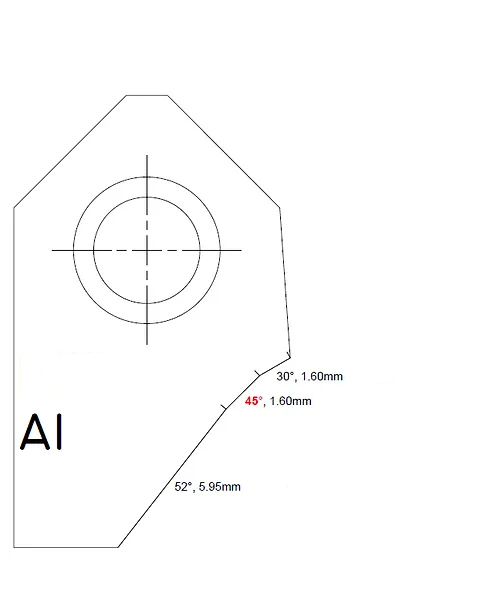 |
| 4136 | А1 | 1,6 | 45 | 1,2 | 30 | 60 | 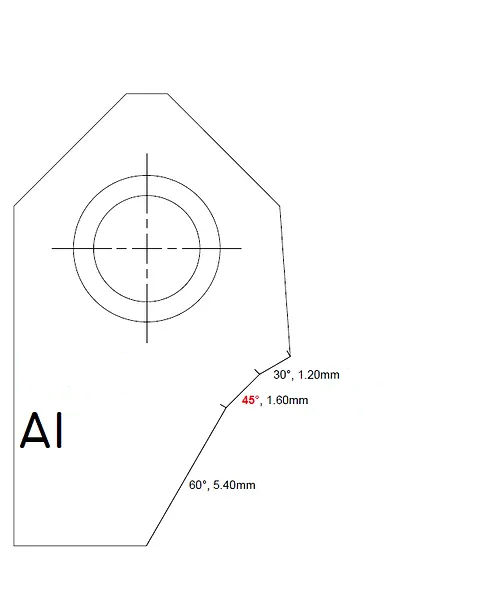 |
| 4391 | А1 | 1,6 | 45 | 1,4 | 30 | 60 | 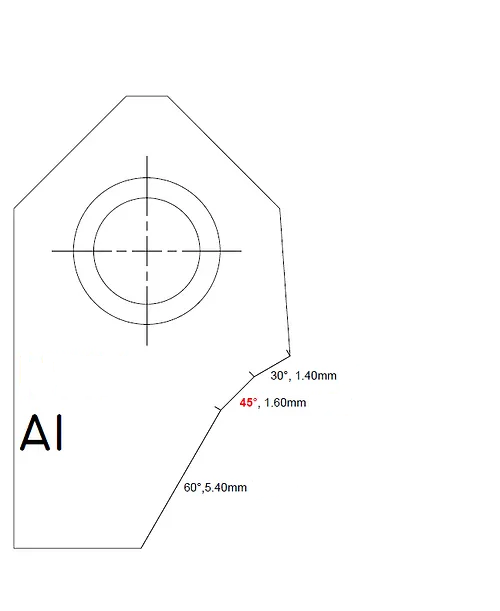 |
| 4007 | А1 | 1,8 | 45 | 1,0 | 30 | 60 | 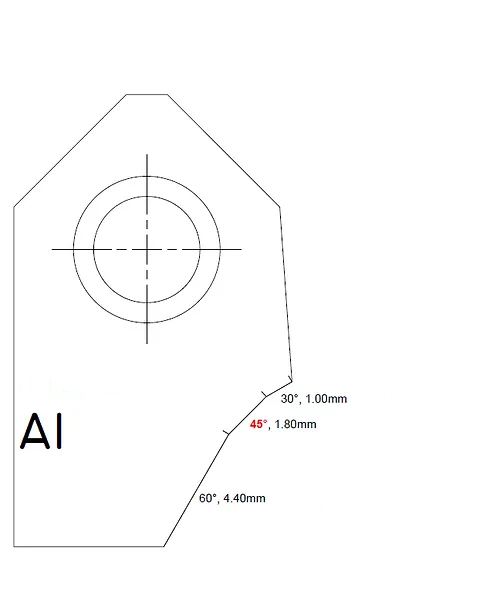 |
| 4041 | А1 | 1,8 | 45 | 1,6 | 30 | 60 | 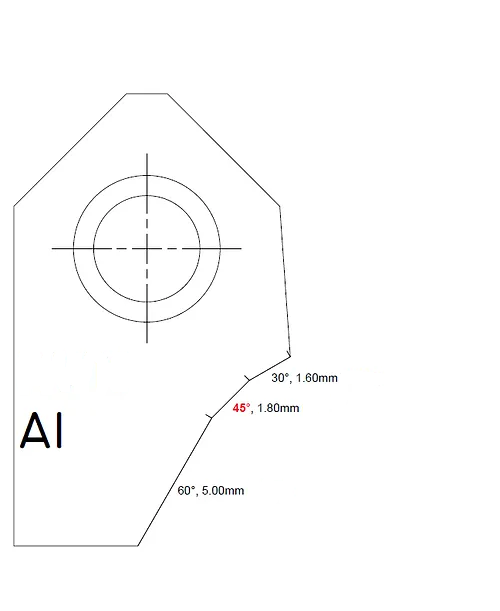 |
| 4043 | А1 | 2,0 | 45 | 1,2 | 30 | 60 | 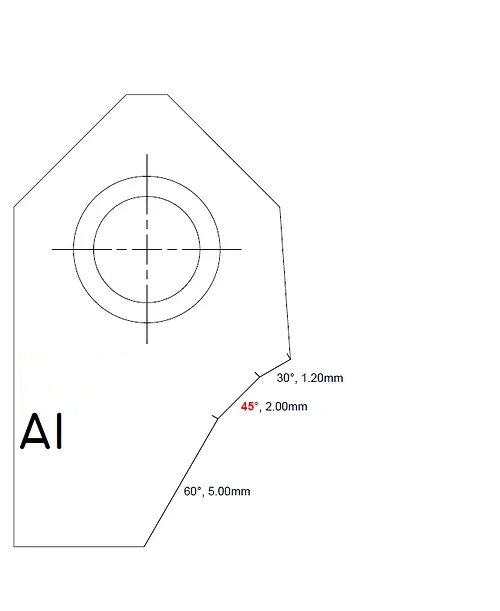 |
| 4328 | А1 | 2,0 | 45 | 1,4 | 30 | 60 | 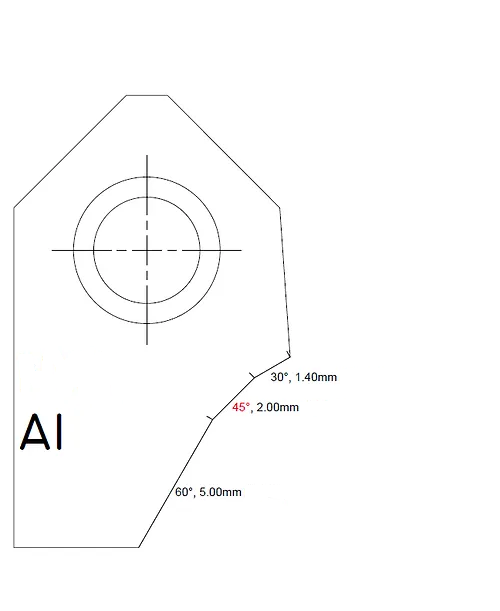 |
| 4991 | А1 | 2,0 | 45 | 1,6 | 30 | 60 | 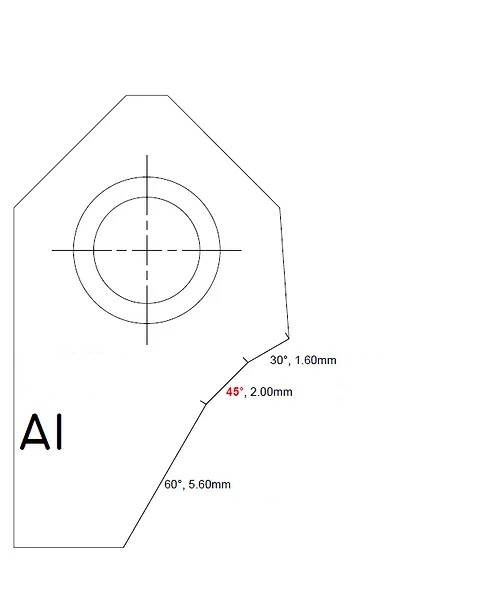 |
| 4022 | А1 | 2,3 | 45 | 1,8 | 15 | 60 | 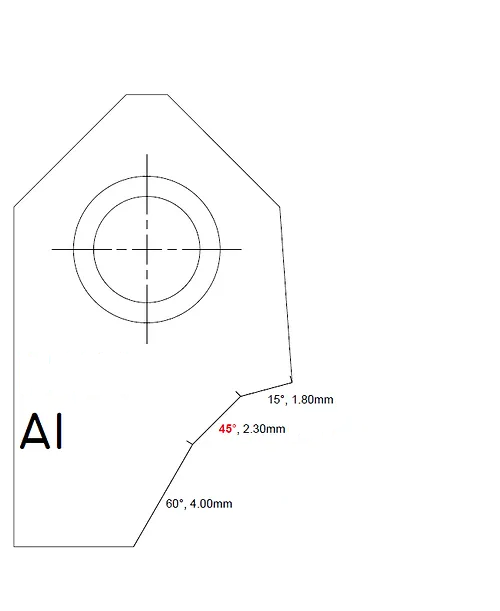 |
| 4348 | А1 | 2,3 | 45 | 2,0 | 30 | 60 | 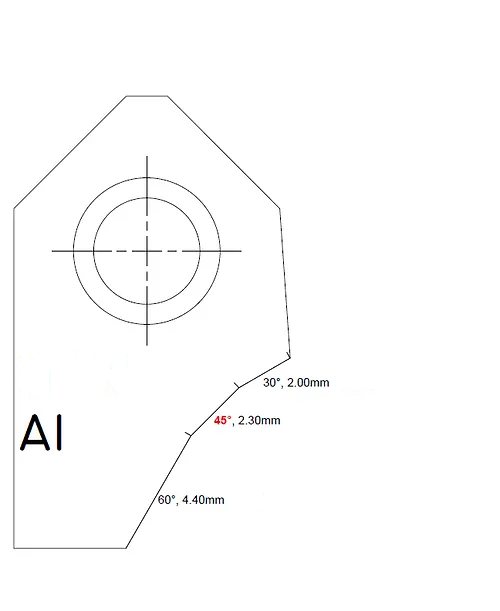 |
| 1252 | А1 | 2,5 | 45 | 1,4 | 25 | 60 | 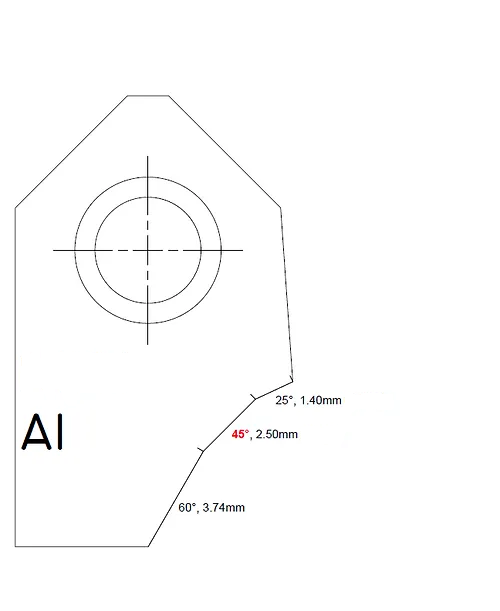 |
| 1253 | А1 | 2,5 | 45 | 1,2 | 30 | 60 | 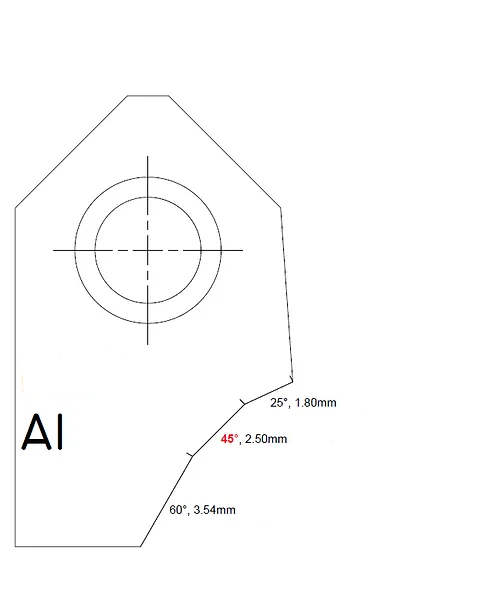 |
| 4487 | А1 | 2,5 | 45 | 2,0 | 30 | 60 | 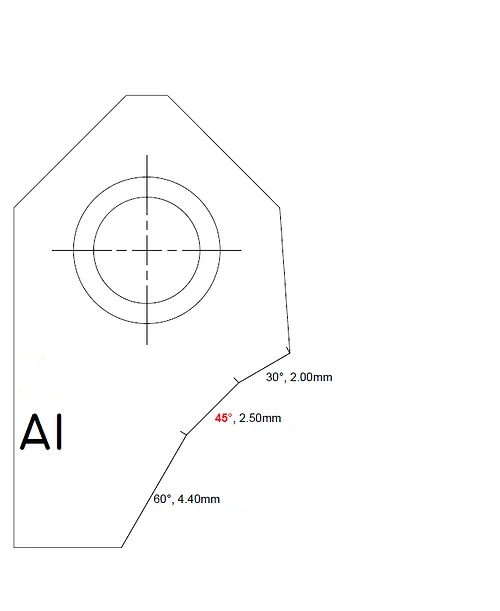 |
| 1303 | А1 | 3,0 | 45 | 1,8 | 25 | 60 | 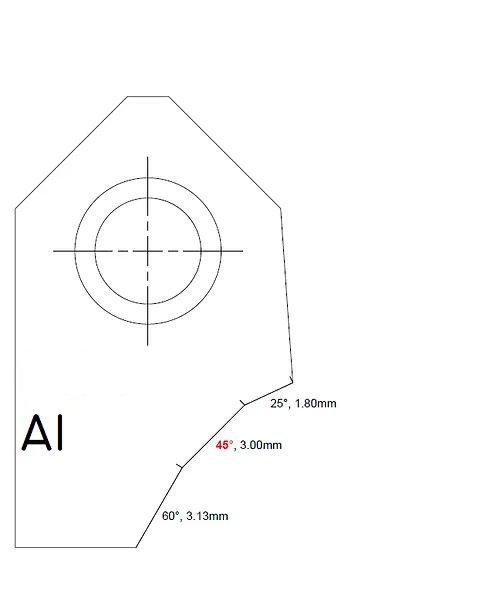 |
| 45 | А1 | 8,9 | 45 | 0 | 0 | 0 | 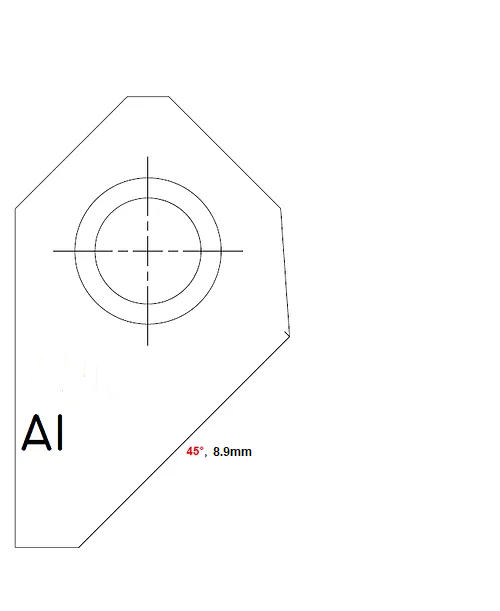 |
50°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 50 | A1 | 8,6 | 50 | 0 | 0 | 0 | 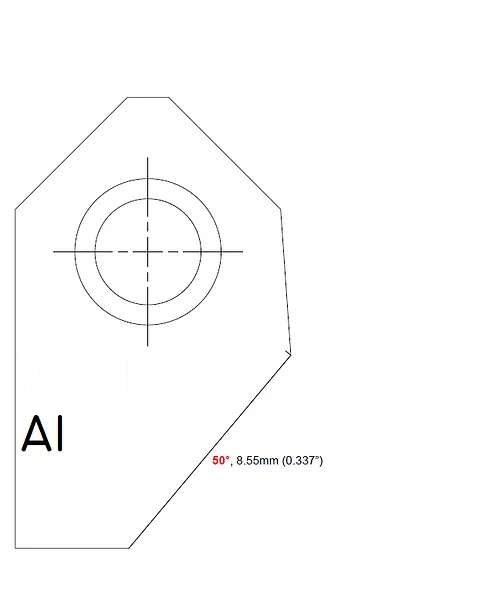 |
60°
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 60 | A1 | 8,4 | 60 | 0 | 0 | 0 | 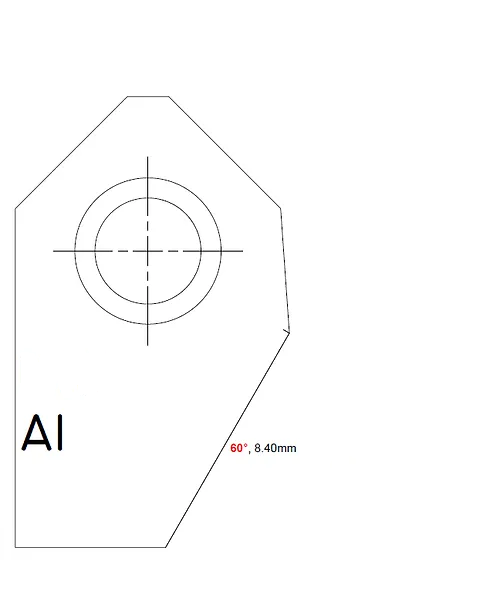 |
90° (прямые резцы для вырезания седел)
| Номер резца | Тип резца | Ширина рабочей фаски (А), мм | Угол рабочей фаски (α), о | Ширина верхней фаски (B), мм | Угол верхней фаски (α1), о | Угол нижней фаски (α2), о | Схема |
|---|---|---|---|---|---|---|---|
| 90-12 | A1 | – | – | – | – | – | 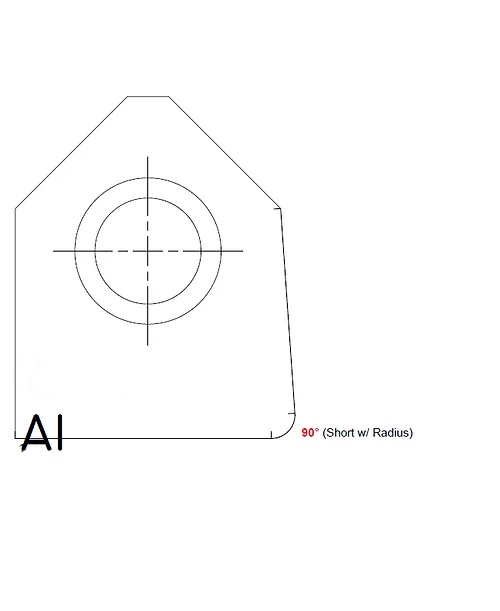 |
| 90-16 | А1 | – | – | – | – | – | 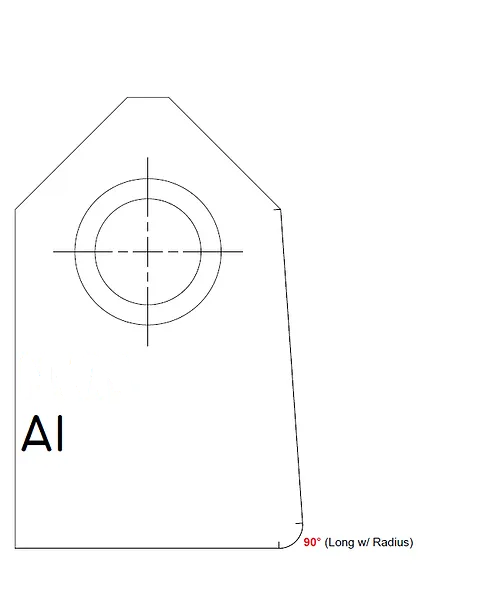 |
| 90-20 | В4 | – | – | – | – | – | 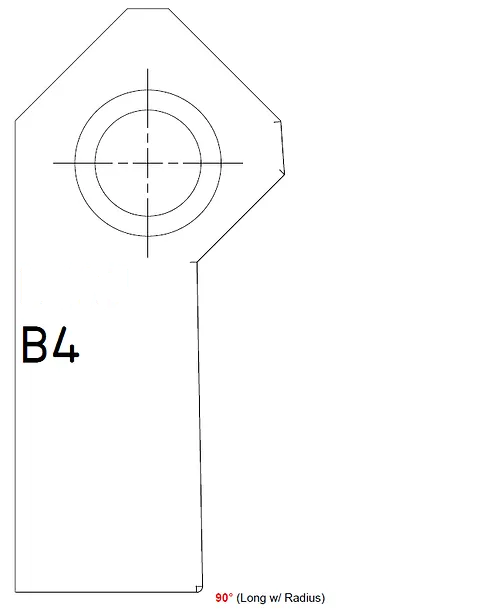 |